Q & A
Why do we need dry compressed air?
The surrounding air is full of moisture. The compression process reduces the volume of water, so the relative humidity increases. As a result, water vapor in the air condenses into small droplets. At the same time, the presence of water may affect the lubricating oil and other components, such as bearings and gears. The mixture of condensate water and lubricating oil will reduce the oil film thickness, resulting in mechanical failure. One example is bearing damage: even if the lubricating oil contains a small concentration of water, such as 0.02%, the bearing life can be shortened by half.
It is clear that free water molecules in compressed air can lead to downtime and maintenance costs.
Lead to bad products, such as: corrosion particles on products, equipment failure, resulting in product scrap, easy to wet products scrap, such as cement.
In short, there are good reasons why moisture should be removed to ensure that the air to be used is sufficiently dry.
Why should compressed air be dried and purified?
Compressed air is mainly obtained by compressing the air with the air compressor. In the air source system, the air directly discharged from the air compressor contains a lot of impurities, which are mainly composed of water, oil and particulate impurities. If it is not treated and used directly, the impurities in the air will cause great harm to the components in the system, increase the maintenance cost of the equipment, and reduce the cost The service life of the product is shortened, and the product is seriously polluted, resulting in the scrapping of the product.
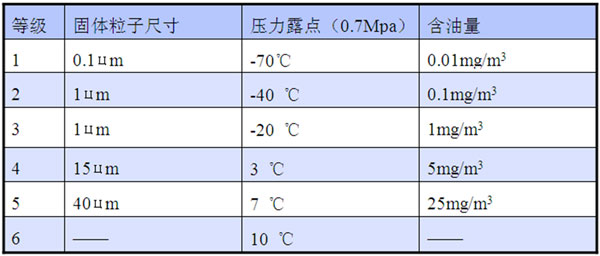
Quality grade of compressed air purification
In the quality of gas source, the content of water is measured by dew point, the oil is measured by the content of oil after purification, and the impurity is mainly measured by the particle size after purification.
the quality grade can refer to iso8573-1:2010, see the table below for details
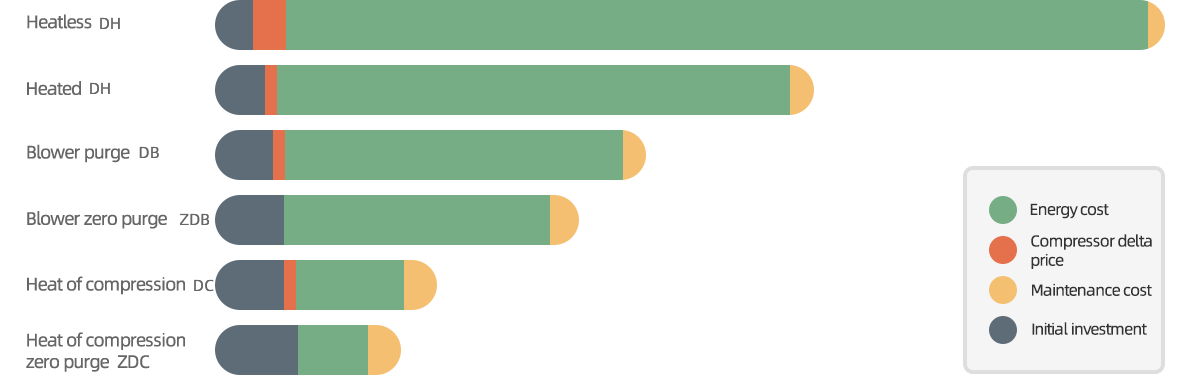
Comparison of operating costs of different types of dryers
Methods and comparison of reducing relative humidity of compressed air?
Methods to reduce the relative humidity of compressed air: over compression, freeze dryer, after cooler, Absorption Dryer, adsorption dryer
| Method of reducing relative humidity |
principle |
energy efficiency |
practical application |
| Over compression |
When the air is compressed to a pressure higher than the required pressure, the water vapor density increases, the air cools, the water begins to condense, and the air expands to the working pressure, reaching a lower PDP. |
High energy consumption and low efficiency |
Theoretically feasible, but it will never be used |
| Freeze dryer |
The compressed air is cooled, resulting in an increase in relative humidity. Most of the water in the air condenses and is collected and discharged.
The refrigeration compressor compresses the gaseous refrigerant to increase its pressure and temperature.
The refrigerant passes through a water-cooled or forced ventilated heat exchanger. The temperature drops and condenses into a liquid. |
|
For compressed gas with dew point between + 2 ℃ and + 10 ℃ and lower limit (the lower limit is the freezing point of condensate) |
| Aftercooler |
Compressed air through a heat exchanger, part of its heat transfer to the cooling medium.
In this process, the air temperature decreases and the relative humidity increases, leading to condensation. The water formed is collected and removed. |
Water or air is generally used as the cooling medium in the aftercooler |
The achievable pressure dew point is limited by the temperature of the cooling medium |
| Absorption Dryer |
Compressed air passes through absorbents (usually sodium chloride and sulfuric acid), which chemically combine with water molecules and then separate from the gas stream. |
Absorbent materials are expensive and can not be recycled, so corrosion must be considered |
Due to the limited absorption, the dew point can only be reduced to - 15 ° C. This method is no longer used |
| Adsorption type dryer |
Adsorption dryer is through the "pressure change" (PSA principle) to achieve the drying effect. |
The commonly used desiccants include silica gel, active alumina and molecular sieve |
The pressure dew point that can be reached is generally - 40 ℃. This dryer can provide enough dry air for more stringent applications |
What are the types of adsorption dryer?
The type of adsorption dryer is determined by the regeneration method of desiccant
| type |
Regeneration mode of desiccant |
air consumption |
| adsorption type dryer |
Pressure swing adsorption regeneration dryer (also called heatless regeneration adsorption dryer) |
Pressure swing adsorption, gas consumption regeneration |
When the working pressure is 7 bar, the dryer consumes 15-20% of the rated air volume |
| heating regeneration adsorption dryer |
The electric heater is used to heat the expanded compressed air |
limit the required gas consumption to 8%. This dryer can save 25% of the energy compared with the heatless regeneration dryer. |
| adsorption dryer with zero gas consumption |
blast heat regeneration adsorption dryer |
The surrounding air blows through the electric heater and comes into contact with the wet adsorbent |
No compressed air is used to regenerate the adsorbent, so the energy consumption is more than 40% lower than that of the heatless regeneration dryer. |
| compression heat regeneration adsorption dryer |
by using compression heat regeneration. The regenerated heat is not eliminated in the aftercooler, but used to regenerate the adsorbent. |
can provide - 20 &; pressure dew point without any energy input |
Energy consumption comparison of different types of dryers
What is the difference between adsorbent silica gel, activated alumina and molecular sieve?
Silica gel: silica gel has a large adsorption capacity when the moisture content of the gas is high. It is still widely used in the adsorption drying of gas. However, when the moisture content of the gas is low and the relative humidity is small, the adsorption capacity is greatly reduced, and it will crack when meeting water. After drying by silica gel, the dew point is about 12 ℃ higher than that of activated alumina (atmospheric dew point). Therefore, it is generally not used alone as a desiccant for compressed air.
Activated alumina: the mechanical properties and heat resistance of activated alumina are good. It is not soft, swelling and cracking when immersed in water, and the price is moderate. The pressure dew point after drying is less than - 40 ℃, reaching the standard of secondary water content in iso8573-1 specification, which can meet the requirements of most industries. Therefore, activated alumina is basically used in compressed air dryers.
Molecular sieve: it is a crystal with cage shaped pore framework composed of silicon (aluminum) mesh area (sio4alo4). Its micropores are uniformly distributed, and can be screened according to the size and shape of gas molecules. The smaller molecular diameter can enter the micropores, while the larger molecular diameter can not enter the micropores. The pressure dew point of compressed air treated by molecular sieve is less than - 50 ℃, and the low dew point can reach - 70 ℃ However, due to the high price of molecular sieve, molecular sieve is generally not used as a desiccant for compressed air except in special cases.
What is adsorption equilibrium?
Under a certain temperature and pressure, after the water vapor fully contacts with the porous adsorbent (desiccant), due to the effect of solid surface force. Water vapor is adsorbed on the surface of the desiccant. At the same time, due to the collision between the thermal movement of the adsorbed water molecules and the surrounding water molecules, some of the adsorbed water molecules leave the surface of the desiccant and return to the gas. When the number of adsorbed water molecules on the surface of the desiccant reaches a certain level, the desiccant loses its adsorption capacity. At this time, the adsorbed water leaves the surface of the desiccant When the amount of water is equal, the adsorption equilibrium is reached. At this time, from the macro view, the adsorption does not exist, but from the micro view, the adsorption is still in progress, that is, the adsorption is in dynamic equilibrium.
What is regeneration and desorption?
The adsorption capacity of any desiccant has a certain limit. As mentioned above, when the water absorption capacity reaches the dynamic adsorption capacity, it is necessary to stop the adsorption, otherwise the dew point rises. At this time, the desiccant needs to be desorbed, that is, the water adsorbed in the desiccant is desorbed, which is commonly referred to as the "regeneration" desorption of desiccant.
The regenerated desiccant can be used for adsorption, so the actual adsorption process is adsorption regeneration reabsorption regeneration. In order to realize the circulation process, the dryer is generally a double tower structure, one tower adsorption, the other tower regeneration.
Will desiccant adsorption capacity age?
The adsorption capacity of desiccant will be reduced after repeated heating and regeneration for several times, the reason is:
(1) The surface of adsorbent is covered by polymer, compound, etc.
(2) Because the semi molten material causes the drying agent to disappear some of the pores;
(3) The crystallization of the pore was destroyed by chemical reaction.
The aging of molecular sieve is more serious, and the unfiltered compressed air and aging phenomenon is also serious. Therefore, compressed air containing oil must be treated before entering the drying tower.
What is pressure swing adsorption?
PSA (pressure swing) is the pressure swing method Adsorption is widely used in gas separation. In the gas drying method, the method of adsorption under higher pressure and desorption under reduced pressure is also called pressure swing adsorption method. Desorption is generally carried out under atmospheric pressure, and some use vacuum extraction, which is a simple desiccant that adsorbs water under high pressure in the tower. When the pressure is reduced to atmospheric pressure, there is almost no desorption effect, and relative humidity must be introduced after the pressure is reduced For the regeneration gas with low temperature, when the partial pressure of the steam pressure of the regeneration gas is less than the equilibrium steam pressure on the surface of the desiccant, the desorption can be complete. Therefore, the principle of pressure swing adsorption method is that the partial pressure of the steam decreases and the adsorption capacity decreases when the pressure is reduced.
What is temperature swing adsorption?
Temperature swing adsorption (TSA) refers to the operation method of adsorption at a lower temperature and desorption at a higher temperature. It uses the principle that the adsorption capacity decreases with the increase of temperature. Like pressure swing adsorption, simply heating the desiccant in the tower does not have desorption effect. During regeneration, the temperature of regeneration gas is increased and the relative humidity is decreased by introducing regeneration gas, so that the partial pressure of steam in regeneration gas is less than the equilibrium steam pressure on the surface of desiccant (the equilibrium steam pressure increases when the temperature rises).
The essence of temperature swing adsorption is to raise the temperature of desiccant and increase the equilibrium steam pressure on the surface of desiccant during regeneration, while pressure swing adsorption is to reduce the pressure during regeneration and reduce the partial pressure of steam in regeneration gas. Its purpose is to make the partial pressure of steam in regeneration gas less than the equilibrium steam pressure on the surface of desiccant. The difference between the two pressures is the power of desorption. The larger the difference is, the more stable the desorption process is The desorption also stops when there is no difference.
Regeneration principle of desiccant?
The drying process of air is composed of adsorption and regeneration. If the regeneration effect is not good and there is still a large amount of residual water in the desiccant after regeneration, the water content of the gas after adsorption will increase. Therefore, in the two processes, we should pay more attention to the regeneration process.
The regeneration principle of desiccant is as follows:
(1) heating method: heating the desiccant and increasing the temperature to reduce its adsorption capacity, that is, reducing the residual water of desiccant.
(2) pressure reduction method: the pressure swing adsorption method mentioned above is to extract a small part from the dried compressed air, which is used as regeneration gas after pressure reduction. According to the equation of state of gas rest, the multiple of pressure reduction is equal to the multiple of volume increase, that is, the volume increases after pressure reduction, and more water can be absorbed. (3) combined effect of heating and decompression.
The micro heat regenerative dryer uses heating and decompression to regenerate the regeneration tower.
What is zero gas consumption adsorption dryer?
The general working principle of adsorption dryer is very simple: moist air flows through hygroscopic materials (usually silica gel, molecular sieve, activated alumina) and is dried here. Water vapor is transferred from moist compressed air to hygroscopic material or adsorbent. This process makes the adsorbent gradually saturated with adsorbed water, so the adsorbent must be regenerated regularly to restore its drying capacity.
There are four different methods of desiccant regeneration, which determine the type of adsorption dryer.
1. Pressure swing adsorption regeneration dryer (also known as heatless regeneration adsorption dryer): the drying equipment is suitable for small air flow. The regeneration process needs the help of expanded compressed air. When the working pressure is 7 bar, the dryer consumes 15-20% of the rated air volume.
2. Heating regeneration adsorption dryer: the dryer uses an electric heater to heat the expanded compressed air, so the required gas consumption is limited to 8%. This dryer can save 25% of the energy compared with the heatless regeneration dryer.
3. Blower regeneration adsorption dryer: the surrounding air blows through the electric heater and contacts with the wet adsorbent to regenerate the adsorbent. This type of dryer does not use compressed air to regenerate the adsorbent, so the energy consumption of this type of dryer is more than 40% less than that of the heatless regeneration dryer.
4. Compression heat regeneration adsorption dryer: the adsorbent in compression heat regeneration dryer is regenerated by using compression heat. The regenerated heat is not eliminated in the aftercooler, but used to regenerate the adsorbent. This type of dryer can provide - 20 ℃ pressure dew point without any energy input. Lower pressure dew point can also be achieved by adding additional heaters.
Therefore, the blower regeneration adsorption dryer and compression heat regeneration adsorption dryer are also called zero gas consumption adsorption dryer. Because compared with the traditional adsorption dryer, these two types of dryer do not use compressed air to regenerate the adsorbent, and the energy consumption is more energy-saving than the non heating micro heating regeneration dryer.
Is there any difference between "dew point temperature", "atmospheric dew point" and "pressure dew point"?
Dew point temperature: under a certain pressure, the temperature when the wet air is cooled to saturation is called dew point (that is, the temperature at the beginning of condensation)
normal pressure dew point: when testing the dew point, the pressure of compressed air is generally reduced to atmospheric pressure, and the saturation (condensation) temperature under normal pressure is called normal pressure dew point
pressure dew point (PDP): it is used to describe the water content in compressed air. It refers to the temperature at which water vapor begins to condense into water at the current working pressure.
For example, the pressure dew point at 7bar, + 2 ℃ is equal to the atmospheric dew point at - 23 ℃.
What are the vulnerable parts of adsorption dryer?
The wearing parts of the adsorption dryer include adsorbent, valve and muffler.
As the main industrial body of dryer, adsorbent is subject to pressure, water vapor and heat frequently in most of the time, and is easy to be damaged by mechanical crushing and media pollution, which makes the performance of adsorbent deteriorate. Since activated alumina replaced silica gel as the main adsorbent, various properties have been greatly improved, especially the compressive strength and liquid water immersion resistance have reached a high level. As long as there are no "insufficient energy consumption for regeneration" and other operating factors, after the treatment of activated alumina, the dew point of compressed air can reach to -40 ℃ in technology and the service life can reach 2-3 years.
Control valve is a part of adsorption dryer which is easy to damage. Frequent switching and long-term mixed invasion of water and adsorbent falling off are the important reasons for valve damage.
Muffler is a component which is easy to fail, and its main form is that the muffler exhaust channel is blocked. Once the muffler fails (blocked), the damage to the whole machine is fatal, which will lead to the degradation of the regeneration performance of adsorbent and premature aging. Therefore, muffler is the key point of daily maintenance of adsorption dryer.
In the process of use, what are the precautions of adsorption dryer?
The oil content of the air entering the tower should be controlled below 0.01ppm. In view of the fact that some oil-free air compressors can not be truly oil-free, in order to prevent the accumulation of trace oil in the adsorption bed (this accumulation is very fast), it is necessary to install oil removal filter at the air inlet of the dryer.
The adsorption dryer should be used under the rated temperature and pressure. When the inlet temperature is higher or the inlet pressure is lower than the rated value, the capacity correction should be carried out.
When the adsorption dryer is connected with the piston air compressor, a pressure stabilizing air storage tank should be set in front of the dryer to eliminate the high-speed impact of the pulsating air flow on the adsorbent
When there is a freeze dryer in front, the connection between the adsorption dryer and the freeze dryer should be installed separately as long as the site permits, so as to reduce the air pressure drop, improve the ventilation conditions of the freeze dryer and facilitate the daily maintenance and repair; when the air supply is sufficient, the heatless regeneration dryer can be listed as the first choice, and its dew point is lower and more stable.
 ZDC Heat Of Compression Zero Purge Desiccant DryerDetails
ZDC Heat Of Compression Zero Purge Desiccant DryerDetails ZDB Blower Zero Purge Desiccant DryerDetails
ZDB Blower Zero Purge Desiccant DryerDetails ZDB+ Blower Zero Purge Desiccant DryerDetails
ZDB+ Blower Zero Purge Desiccant DryerDetails ZDC-SF Double Intake Heat Of Compression Zero Purge Desiccant DryerDetails
ZDC-SF Double Intake Heat Of Compression Zero Purge Desiccant DryerDetails ZDC+ Superior Heat Of Compression & Blower Zero Purge Desiccant DryerDetails
ZDC+ Superior Heat Of Compression & Blower Zero Purge Desiccant DryerDetails